- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










Suspaudimo jungtys
Kinijoje „Xiamen Hongyu Intelligent Technology Co., Ltd.“ palaiko standartinių / nestandartinių „Crimp Connectors“ dalių pritaikymą ir turi daugiau nei 17 metų profesionalias techninės įrangos formų projektavimo ir štampavimo gaminių gamybos technologijas. Minimalus apdirbimo storis užspaudžiamų jungčių gali siekti 0,08 mm, puikiai meistriškai ir be įtrūkimų.
Siųsti užklausą
Prekės aprašymas
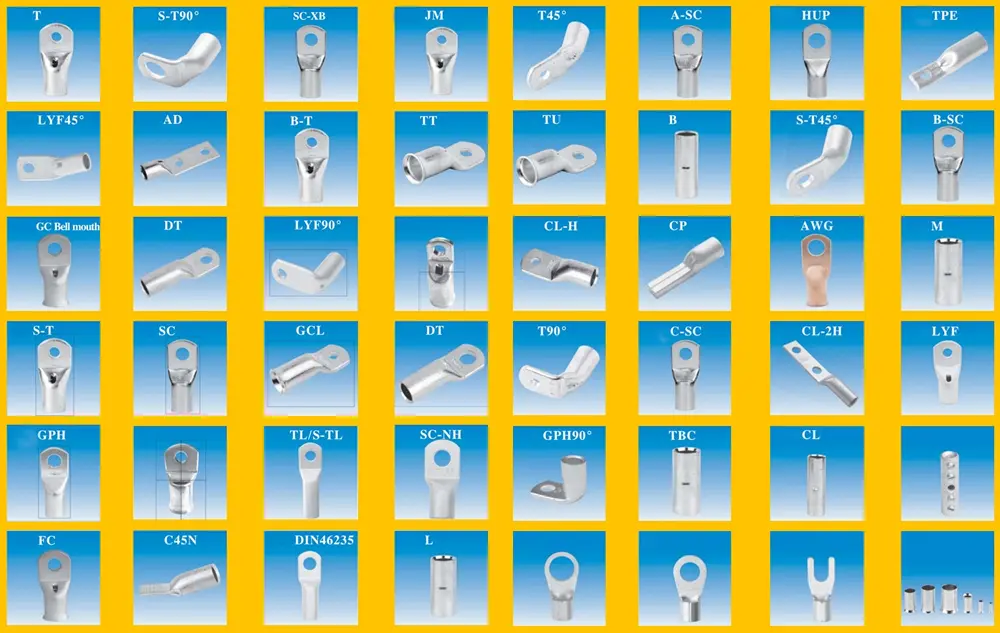
„Crimp Connectors“ yra profesionalus komponentas, sukurtas „Xiamen Hongyu Intelligent Technology“, specialiai skirtas laidų ir gnybtų užspaudimui. Dėl labai laidžių medžiagų ir tikslių konstrukcijų jis išsprendė sujungimo patikimumo problemas gaminant laidus. Šis gaminys yra patikimas pasirinkimas užsienio klientams, kuriems reikia elektros jungties komponentų. Kaip tiekėjai metalo apdirbimo ir elektros prijungimo srityse, galime klientams pateikti aukštos kokybės produktus ir paslaugas, palengvinančius grandinių prijungimą.
ratlankio būklės patikrinimas
Stampingo techninės įrangos gnybtų suspaudimo kokybė yra pagrindinis veiksnys, užtikrinantis galutinį sujungimo našumą. Ar nepažeistos gnybtų štampavimo dalys, ar sulenktos gnybtų štampavimo dalys, ar nepažeistas gnybtų lango viduje esantis izoliacijos sluoksnis, bet laido užspaudimo zona nėra izoliuota, ar viela nepramušta izoliacijos sluoksnio užspaudimo srityje, ar krašto užspaudimas yra teisingas, ar šepetėlis matomas po vielos užspaudimo, ar ten yra mikrometras, ar yra šepetys, ar yra jungties sritis, matavimo vertė izoliacijos užspaudimo taške yra tolerancijos diapazone taip pat gali nustatyti, ar užspaudimo būklė yra gera.
Būtina patikrinti, ar štampavimo techninės įrangos gnybtai yra tinkamai užspausti. Nesvarbu, ar tai rankinis užspaudimas, ar mašininis užspaudimas, kiekvieną jungties tašką reikia atidžiai apžiūrėti. Netinkamas užspaudimas gali žymiai sutrumpinti suspaustų jungčių tarnavimo laiką ir netgi sukelti pavojų saugai.
Dėl skirtingų vielos skersmens leistinų nuokrypių kiekvienam jungties tipui ir specifikacijai, storio matavimas vielos skersmens užspaudimo taške gali būti naudojamas kaip atskaitos indeksas. Netinkamas vielos skersmuo ne tik sutrumpina tarnavimo laiką, bet ir gali sukelti nestabilių jungčių, greito atsijungimo ir galiausiai nuostolių atsiradimą.
Apdorojimo technologija
Pagrindinės štampavimo įrangos gnybtų medžiagos dažniausiai yra žalvaris H62, be jokių specialių reikalavimų. Karūninių spyruoklių būgninių spyruoklių medžiagos dažniausiai yra berilio varis. Ne visos medžiagos yra tinkamos auksuoti. Todėl prieš padengiant auksu, pirmiausia padengiamas nikelio sluoksnis, kad būtų užtikrintas aukso efektas. Įprasti nikelio aukso dengimo specifikacijų standartai yra tokie, kad nikelio sluoksnio storis yra nuo 50 iki 80 μm, aukso sluoksnio storis yra ≥2 μm, o naudojamo aukso grynumas yra ≥99,8%. Galiausiai užtepkite tvirtą apsauginę plėvelę; Gaminio paviršius turi būti lygus, be oksidacijos, kad būtų užtikrintas praktiškumas, ir be įbrėžimų, kad gaminys neatsipalaiduotų dėl nesuspaustų tarpų. Siekiant užtikrinti gaminio kokybę, ant aparatūros neturi būti jokių įrankių žymių, suspaudimo žymių ar aštrių kraštų. Mes keliame aukšto tikslumo kokybės reikalavimus ir nenurodome ±0,02 paklaidos.
Galvanizacijos specifikacija
|
Produktas |
Suspaudimo jungtys |
|
Išvaizdos reikalavimai |
Be oksidacijos, pageltimo, pajuodavimo, pamėlynavimo, purpuravimo, užkabinimo, nelygių kojų ar kitų defektų. |
|
Dengimo našumas |
Visas nikelio pagrindas: 50-80 μ". Paauksuotas: 1 μ". Matavimo taškai iš abiejų pusių: 3 mm. |
|
Atsparumas aukštai temperatūrai |
Turi atlaikyti 260°C 5 sekundes be spalvos pakitimo, pajuodavimo, pageltimo, pūslių ir nenulupimo. |
|
Litavimo testas |
Lydmetalis turi būti didesnis nei 95%. |
|
Druskos purškimo testas |
Bandyta su 5% druskos tirpalu 35°C temperatūroje 24 valandas. Neleidžiama turėti oksidacijos, juodėjimo ar kitų defektų. |
|
Sukibimo testas (nuplėšimo testas) |
Ant lenktų paviršių danga nesilupa. |
|
Aplinkosaugos laikymasis |
Visa danga turi atitikti ekologiškus ROHS reikalavimus. |
|
Kritinių sričių dengimas |
Visi matavimo taškai ir nurodyti matavimo paviršiai turi būti padengti pagal specifikacijas (šios sritys yra labai svarbios litavimui ir laidumui). |
Hot Tags: Suspaudimo jungtys, Kinija, gamintojai, tiekėjai, gamykla, kaina, kokybė
Produkto žyma
Susijusi kategorija
Aliuminio štampavimas
Žalvario dalių štampavimas
Nerūdijančio plieno dalių štampavimas
Inconel dalių štampavimas
Siųsti užklausą
Nedvejodami pateikite savo užklausą žemiau esančioje formoje. Mes jums atsakysime per 24 valandas.