- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Įvadas į giluminio tempimo technologiją: šaldytuvo durelių plokštės ir skalbimo mašinos būgnai
1. Giluminio piešimo proceso apžvalga
Deep Drawing yra metalo apdirbimo technologija, plačiai naudojama įvairių pramonės gaminių gamyboje. Jis daugiausia naudojamas metalo lakštams paversti gylio ir sudėtingų formų gaminiais naudojant štampavimo įrangą. Šis procesas gali ne tik pagaminti didelio stiprumo ir sudėtingų formų dalis, bet ir pagerinti medžiagų panaudojimą bei sumažinti atliekų susidarymą.
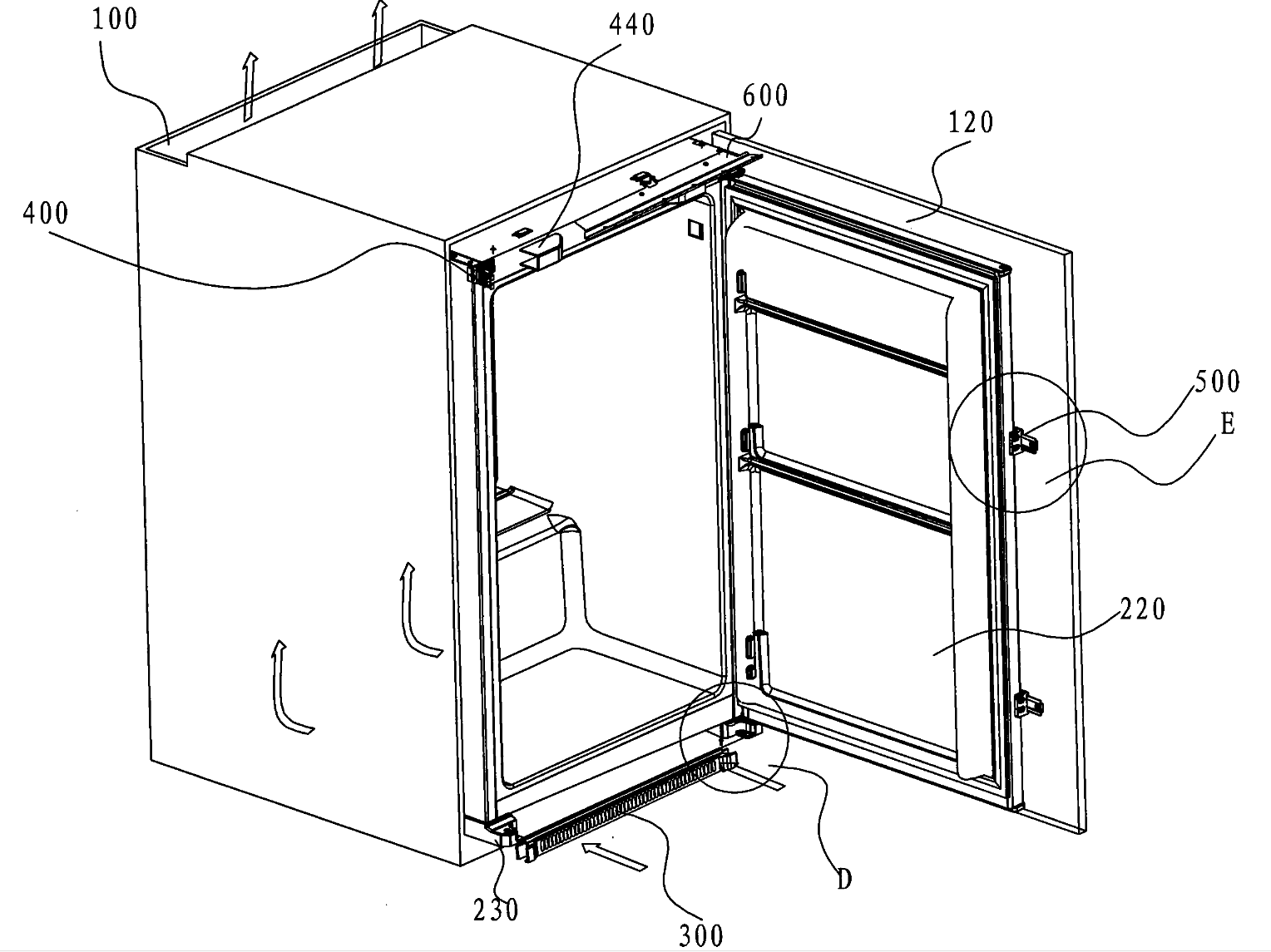
2. Šaldytuvo durų plokščių giluminio piešimo procesas
2.1 Proceso eiga
Šaldytuvo durų plokščių gamyba dažniausiai prasideda nuo tinkamų metalo medžiagų, tokių kaip šalto valcavimo plieno lakštai ar aliuminio lydiniai, parinkimo. Apdorojimo procesas apima šiuos pagrindinius veiksmus:
Pjovimas ir išankstinis apdorojimas: Pirmiausia metalo lakštas supjaustomas iki atitinkamo dydžio ir išvalomas, kad pašalintų paviršiaus alyvą ir oksidus.
Išankstinis perforavimas: metalo lakšto skylių ar griovelių išmušimas tolimesnėms operacijoms, siekiant pagerinti medžiagos plastiškumą.
Gilus piešimas: metalo lakštas dedamas į piešimo štampą, o lakštas palaipsniui ištempiamas ir formuojamas spaudimu. Šis etapas gali apimti kelis etapus, siekiant užtikrinti, kad lakštas nesutrūkinėtų formavimo proceso metu.
Apdaila ir patikra: Durų plokštės po formavimo apipjaustomos, kad būtų pašalintas perteklinis likutis, tikrinami matmenys ir kokybė.
2.2 Techniniai punktai
Medžiagos pasirinkimas: medžiagos storis, kietumas ir plastiškumas turi tiesioginės įtakos giluminio tempimo kokybei. Per kietos medžiagos gali įtrūkti, o per minkštos medžiagos gali neišlaikyti formos.
Formos dizainas: Formos konstrukcija turi būti tiksli, kad metalo lakštą būtų galima ištempti tolygiai be deformacijos. Formos tepimo ir aušinimo sistema taip pat yra labai svarbi siekiant sumažinti trintį ir šilumos kaupimąsi.
Formavimo parametrai: įskaitant tokius parametrus kaip tempimo greitis, slėgis ir temperatūra, kuriuos reikia koreguoti pagal medžiagos savybes ir gatavo produkto reikalavimus, kad būtų pasiektas geriausias formavimo efektas.
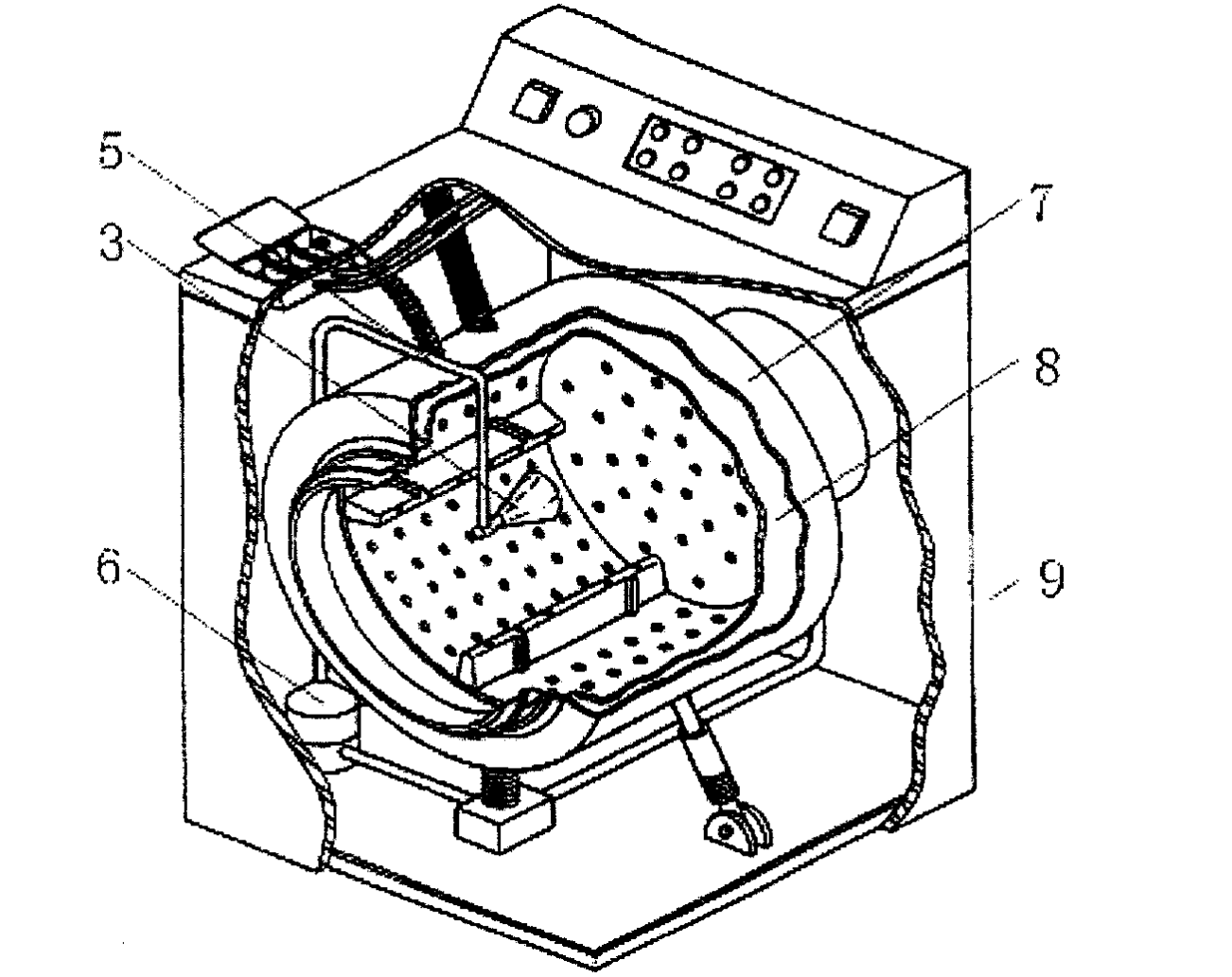
3. Skalbimo mašinos būgno giluminio piešimo procesas
3.1 Proceso eiga
Skalbimo mašinos būgno gamybos procesas yra panašus, tačiau reikalavimai yra griežtesni:
Medžiagų parinkimas ir apdorojimas: Pjovimui ir paviršiaus apdorojimui pasirinkite korozijai atsparaus plieno plokštes, tokias kaip nerūdijantis plienas.
Išankstinis perforavimas: iš anksto pramušamos skylės lakštui vėlesniam formavimui.
Brėžinio formavimas: atlikdami kelių etapų piešimo procesą įsitikinkite, kad vidinis būgno paviršius yra lygus ir be defektų.
Suvirinimas ir apipjaustymas: Siekiant užtikrinti konstrukcijos stabilumą ir sandarumą, būgno korpusą reikia suvirinti ir apipjaustyti po formavimo.
Patikra: Įskaitant sandarumo vandeniui, balanso ir ilgaamžiškumo bandymus, siekiant užtikrinti skalbimo mašinos veikimą ir saugumą.
3.2 Techniniai punktai
Medžiagos charakteristikos: Kadangi skalbimo mašinos būgno korpusas turi atlaikyti didelį greitį ir aukštą temperatūrą, nerūdijantis plienas yra dažniausiai naudojama medžiaga. Svarbiausia yra medžiagos atsparumas korozijai ir stiprumas.
Brėžimo technologija: Skalbimo mašinos būgno korpusui paprastai reikalinga aukšta tempimo technologija, kad būtų užtikrintas būgno korpuso apvalumas ir lygumas, išvengiant deformacijos ir įtempių koncentracijos.
Suvirinimo procesas: Siekiant užtikrinti būgno korpuso sandarumą ir ilgaamžiškumą, būtinas didelio tikslumo suvirinimo procesas.
4. Kiti gaminiai, naudojami piešimo procese
4.1 Automobilio kėbulas
Automobilių kėbulų gamyboje taip pat taikomas piešimo procesas, kad būtų pagamintos sudėtingos formos kėbulo plokštės, pvz., priekinės ir galinės durys, stogai ir kt. Šiam procesui reikalingos labai tvirtos metalinės medžiagos ir tiksli formos konstrukcija, užtikrinanti kėbulo tvirtumą ir grožį. kūno.
4.2 Viryklės įdėklas
Krosnelės įdėklas turi būti atsparus aukštai temperatūrai ir šiluminiam smūgiui. Giluminio tempimo procesas paprastai naudojamas metalo lakšto formavimui į karščiui atsparų įdėklą, kad būtų užtikrintas geras šilumos laidumas ir konstrukcijos stiprumas.
4.3 Orlaivio korpusas
Orlaivio korpusas ir komponentai dažnai gaminami giluminio tempimo būdu, kad būtų pasiekti lengvo svorio ir didelio stiprumo reikalavimai. Šie komponentai dažniausiai gaminami iš aliuminio arba titano lydinio medžiagų, o veikimas ir saugumas užtikrinami tiksliais formavimo procesais.
4.4 Gaisrinio vandens bakas
Priešgaisrinėms vandens talpykloms paprastai reikia didelės talpos ir didelio stiprumo. Giluminio tempimo procesas naudojamas didelių vandens rezervuarų įdėklai gaminti, kad būtų užtikrintas pakankamas tūris ir ilgaamžiškumas.
Pagaliau
Kaip svarbi metalo apdirbimo technologija, giluminio tempimo procesas plačiai naudojamas gaminant produktus daugelyje pramonės šakų – nuo buitinės technikos iki automobilių. Tiksliai kontroliuojant medžiagas, formos dizainą ir formavimo parametrus, galima pagaminti aukštos kokybės dalis, atitinkančias įvairius taikymo reikalavimus.